Станы с прямолинейным движением прутка
Станы с прямолинейным движением прутка при волочении строят чаще всего цепными. Основными элементами такого стана (рис. 2) являются станина 3, бесконечная цепь 2, тележка с захватом 4, стойка для крепления волоки 5, двигатель и передающие движение механизмы 1. В цепных станах современной конструкции имеются устройства для автоматического возвращения тележки с захватом, приспособления для надевания труб и сбрасывания их после волочения с оправки, автоматического захвата прутков и пр Многониточные волочильные станы тянут одновременно до 10 заготовок.
Длина протягиваемого на цепных станах изделия ограничивается размерами станины и чаще всего не превышает 15 м. Однако имеются станы, на которых протягивают прутки и трубы длиной до 50 м.
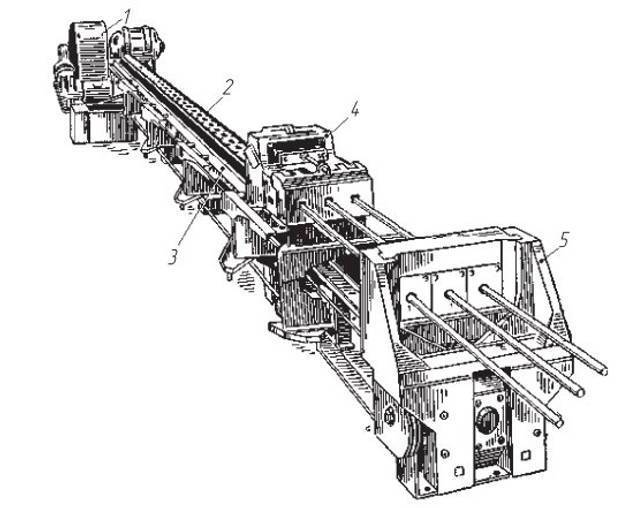
Рис. 2. Общий вид цепного многопруткового волочильного стана
Цепные станы строят с усилием волочения от 5 до 1500 кН. Скорость волочения на них при обработке относительно коротких прутков (порядка 5. . . 8 м) составляет 0,03. . . 0,5 м/с. При волочении длинных прутков скорость волочения достигает 1,5. . . 3,3 м/с. В последнем.случае.предусматривается.автоматическая.регулировка. скорости, так как включение тянущей тележки на больших скоростях увеличивает вероятность обрыва переднего заостренного конца заготовки в начальный момент волочения.
Системы управления современных волочильных станов построены на использовании программируемых контроллеров с автоматической системой диагностики.
Специальные станы для протяжки
Может проходить обработка металла волочением в несколько проходов. Картинка будет представлена для наглядного примера.
Что касается заготовок, то они, чаще всего, из цветного металла и стали. Начальное сечение может быть равно 0,01 мм. Оборудование отличается типом волока, который на нем установлен. Допустим, станы с алмазными волоками применяются только для наиболее тонких изделий. Твердосплавный волок используется для средних и толстых заготовок. Стальное оборудование применяется только для работы с самыми крупными изделиями.
Само по себе устройство станов также может достаточно сильно отличаться. Некоторые из них могут развивать скорость обработки до 50 метров в секунду. Другие могут быть снабжены более чем двумя десятками волоков сразу. Определенные конструкции позволяют работать как со скольжением, так и без него. Барабаны для бухтовой обработки могут быть горизонтальными или вертикальными, может присутствовать электрический привод индивидуального типа или же группового типа.

Виды волочильных станов
Волочильные станы, предназначены для производства проволоки меньшего диаметра из катанки (грубое волочение) или из проволоки большего диаметра.Примерные диапазоны волочения:
- Грубое волочение: входной диаметр в таких машинах 8мм для меди и 12-9.5 для алюминия, выходной от 4мм до 1.2мм.
- Среднее волочение: входной диаметр 1.8мм — 3.5мм, выходной от 1.5мм — 0.2мм.
- Тонкое волочение: входной диаметр, 1.0мм — 1.8мм, выходной 0.5мм – 0.05мм.
В отличии от алюминия, при волочении меди часто используется отжиг проволоки для получения проволоки марки ММ (медь мягкая), без отжига соответственно МТ (медь твердая). Отжиг происходит за счет пропускания электрического тока большого напряжения, через участок проволоки находящийся между двух роликов-контактов.Определитесь с приемным устройством. Проволока может укладываться в корзины или наматываться на бобины. На бобины наматываться она может как с помощью простого одинарного приемника, так и с помощью двойного автоматического (для скоростных), который позволяет не останавливая стан, менять бобины.Следует помнить, что процесс волочения требует непрерывной смазки с использованием эмульсии. Для этого необходимо соорудить маслостанцию, включающую в себя насосы, резервуар для эмульсии и в зависимости от региона дополнительные устройства охлаждения, как например радиаторы или градирни.Не следует пренебрегать системой фильтрации эмульсии. Особенно такая система важна в случае дальнейшего волочения проволоки, так как микрочастицы меди, попадающие вместе с эмульсией в фильеру в момент протяжки, впрессовываются в проволоку и являются местом разрыва при следующем этапе волочения.Кроме того, линия волочения должна быть укомплектована дополнительными станками и оборудованием, такими как острильно- затяжной станок, аппарат холодной и/или горячей сварки. Так же сюда можно отнести и фильеры (волоки), комплект зависит от того, какой нужен диаметр на выходе. Основными показателями качества продукции (проволоки/жилы) являются сопротивление и коэффициент удлинения.Если Вы планируете продавать продукцию после волочения, то возможно понадобиться лабораторное оборудование для измерения этих показателей и если для измерения сопротивления комплект стоит не дорого, то для измерения удлинения это дорогое оборудование, особенно для больших диаметров.Если Вы планируете использовать полученную продукцию самостоятельно, то вполне можно обойтись простым тестером для измерения сопротивления, а удлинение можно измерить, соорудив не хитрое приспособление для растягивания проволоки.Грубое волочение энергоемкий процесс, в купе с отжигом, скоростные линии потребляют около 300 кВт/ч. Работают на таких линиях, как правило, по 2 оператора. Затраты электроэнергии при среднем волочении около 100 кВт, при тонком около 50кВт.
Особенности работы с медной проволокой
Для производства данного продукта используют заготовки, полученные методом литья. На первом этапе их сплавляют в единое целое и подвергают прокатке.

Проволоку методом литья сплавляют в единое целое.
На поверхности меди, как и алюминия, образуется оксидная пленка. Ее удаляют с помощью водного раствора серной кислоты, разогретого до +45…+55°С. Если этого не сделать, качество проволоки будет неудовлетворительным.
Особенности технологического процесса:
- заготовку смазывают мыльно-масляной эмульсией;
- используют алмазные волоки и станы с кратностью от 15 до 22.
В этой схеме заготовку опускают в смазку, промежуточный отжиг не используют.
Какое оборудование применяется
При волочении медной и стальной проволоки используется оборудование именуемое станом, в котором основным элементом является так называемый «глазок» или волока. Ее сечение всегда меньше, чем размеры поперечного сечения пропускаемых сквозь нее заготовок.
В современных условиях в промышленности используется оборудование 2 видов, отличающихся тянущими механизмами:
- Станок, в котором готовое изделие сматываются в барабан. Этим создаются тяговые усилия.
- Станок, предполагающий движение готового изделия прямолинейно.
Оборудование 2 типа чаще всего используется при волочении трубных изделий, не требующих сворачивания в бухту. В основном проволока и трубы малого сечения производятся на станках с барабанными механизмами. Они, исходя из своей конструкции, бывают:
- Однократный;
- Многократный – предполагающий скольжение или без такового, а также с использованием принципа противонатяжения заготовки.
Самая простая конструкция у однократного оборудования. Технологический процесс предполагает протягивание проволоки в 1 проход. При работе на многократном станке катанка может пройти два или три прохода.

Любой волочильный станок имеет главный рабочий орган – фильеру, которая создается из твердого металлокерамического сплава. Подобные металлы отличаются повышенной твердостью, высокой стойкостью к истиранию и низкой вязкостью. В некоторых ситуациях фильеры могут изготавливаться из технических алмазов, что дает определенные преимущества при обработке сложных металлов.
Фильеры размещены в прочных и вязких стальных обоймах – волочильной доске. Пластичная обойма не способна оказать существенное давление на фильеру, но в то же время значительно понижает растягивающие напряжения, возникающие при работе.
Современные предприятия зачастую применяют сборные волоки, позволяющие с большей эффективностью проводить процессы. Помимо этого уменьшается расход электроэнергии, а КПД повышается до 30%.
Технология и этапы волочения
Стоит отметить, что с нынешним развитием технологий волочение проволоки на современном оборудовании гарантирует достаточно высокую производительность. А это очень важный момент. Оборудование для волочения проволоки вполне может функционировать на достаточно большой скорости, при этом без каких-либо нарушений. Скорость, которую могут развивать агрегаты, достигает 60 м/с.
Процесс проходит в несколько основных этапов:
- Первая стадия — это травление исходников. Для этого обычно применяется сернокислый раствор, который предварительно нагревается до температуры в 50 градусов по Цельсию. Операция необходима для того, чтобы увеличить срок эксплуатации путем удаления окалин.
- Следующая процедура — это отжиг. Она необходима для того, чтобы увеличить такую характеристику, как пластичность, а также сформировать мелкозернистость.
- Третий этап — это удаление остатков сернокислого раствора. Для этого проводится промывка и нейтрализация вещества.
- При помощи молота концы заготовки заостряются.
- На данном этапе происходит непосредственное волочение стальной проволоки или любой другой.
- Последний этап — это снова отжиг уже готового изделия.

Волочильный стан для труб
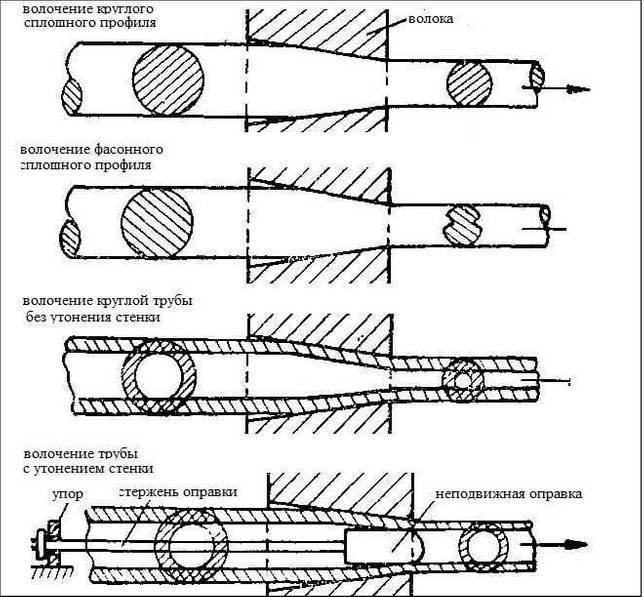
Волочение труб можно производить на оправке (см. рис. 1, б) и без оправки (см. рис. 1, в), если требуется уменьшить наружный диаметр и толщину стенки При этом могут применяться оправки, движущиеся вместе с трубой, жестко закрепленные и самоустанавливающиеся оправки Волочение на оправках позволяет получить трубы с высокими точностью размеров и качеством внутренней поверхности.

Рис. 5. Волочильный стан для труб
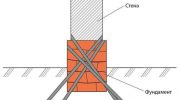
Волочильный стан для труб (рис. 5) имеет две бесконечные цепи Галя 3, смонтированные на стальной раме-станине и приводимые в движение от ведущих звездочек, которым посредством зубчатой передачи 4 сообщается вращение от мотора. На конце рамы укреплены головки 1 с фильерами, изготовленными из твердого сплава. На станине катятся две тележки 2 с клещами для захвата протягиваемой трубы, которые своими крючками могут быть захвачены за любое звено цепи. Протяжка трубы ведется на короткой или длинной оправке.
Число протяжек труб зависит от исходных и заданных размеров. Для тонкостенных труб малого диаметра может выполняться свыше 13 протяжек. По мере удлинения трубы разрезаются дисковой пилой






Просмотров:
1 411
Информация об удалении окалины
Надо тщательно подготовить поверхность к дальнейшей технологической обработке. Тогда и результат процесса волочения будет гораздо лучше. Для удаления окалины современные производства используют следующие технологии:
- Электрохимический метод.
- Механический способ.
- Химический вариант. Например, когда используется эмульсия для волочения медной проволоки.
Методика механической обработки – самая распространённая при создании заготовок из углеродистой стали. С точки зрения экономики, такое решение наиболее востребовано. И сама процедура выполняется без дополнительных сложностей.
Сначала проволоку укладывают между роликами спецконструкции, потом периодически происходит перегибание, в различных плоскостях. Наконец, металл из катанки и других вариантов очищается при помощи специальных щёток.
Химический метод избавления от окалины потребует серьёзных вложений денежных средств. В данном случае применяется соляная либо серная кислота. И для самих сотрудников операция связана с повышенной опасностью. Потому такие процессы применяются, только когда другие варианты недоступны по той или иной причине.
К оборудованию и самой работе допускают только тех, кто прошёл специальное обучение. Химические варианты процедуры станут незаменимыми, если окалину требуется удалить с нержавеющих, кислотостойких высоколегированных марок сталей. Это отличный вариант для тех, кого волнует, как защитить кабель от истирания при волочении.
Электрохимическая очистка предполагает осуществление травления электролитического типа. Технология делится на катодные и анодные разновидности. Эффективность и безопасность второго варианта выше. В данном случае роль анода играет очищаемая заготовка. Катодом становится медь, железо либо свинец.
Катодное травление представляет большую опасность в связи с тем, что при нём происходит активное выделение водорода в атмосферу. Отрыв окалины практически не контролируется. Из-за этого формируется так называемая «травильная хрупкость». Конструкция своих первоначальных свойств не меняет.
Заготовку надо тщательно промыть после того, как с неё удалили окалину, используя химический метод. Иначе конструкция не избавится от проблемных элементов:
- солей железа;
- грязи;
- шламов;
- остатков травильных элементов;
- раствора кислоты.
Эти компоненты просто засохнут, если не провести обработку сразу после завершения операции. Сначала конструкцию промывают в холодной воде, потом переходят к давлению в холодной. Величина давления с отжигом – примерно 700 Па.
Видео: волочение проволоки в Германии.
Что такое процесс волочения
Волочение — процесс обработки давлением, при котором пластическая деформация заготовки в холодном состоянии осуществляется за счет ее протягивания с усилием P через постепенно сужающееся отверстие в инструменте, называемом волокой, или фильерой (рис. 1).

Рис. 1. Схемы волочения: а — пруток; б, в — трубы; г — примеры получаемых профилей.
При волочении заготовка 1 протаскивается через фильеру 2 в холодном состоянии, приобретая гладкую поверхность (Ra = 1,6 мкм) и точность поперечного размера в пределах 8-13-го квалитетов (для круглого проката) При волочении твердость и предел текучести материала увеличиваются за счет наклепа (упрочнения) . Волочение является исключительным методом для производства очень тонкой проволоки.
Машины, обеспечивающие выполнение пластической деформации металла волочением, называют волочильными станами. Основными их элементами являются волочильный инструмент и тянущее устройство Принцип работы волочильных станов может быть различным и определяется характером работы тянущего устройства.
Станы могут быть с прямолинейным движением протягиваемого металла (цепные, реечные, гидравлические и др. ) и с наматыванием на барабан (барабанные) Первый тип машин применяется для волочения профилей, сматывание в бунты которых вызывает определенные трудности. Барабанные волочильные станы используют для волочения проволоки, а также сплошных и полых профилей небольших сечений из черных и цветных металлов, которые не повреждаются при сматывании в бухту
Виды
Исходя из типа операции, можно выделить следующие технологии:
- Сухая – производится сквозь емкость с мыльным порошком.
- Мокрая – с использованием мыльной эмульсии.
Чистота обработки также влияет на вид:
- Черновая или подготовительная;
- Чистовая – финальная стадия, требуемая для создания необходимой формы, размера.
Кратность перехода определяет:
- Однократный;
- Многократный – предполагается несколько заходов через станок одной детали.
Исходя из параллельности выполнения работы:
- Однониточные;
- Многониточные – участвует сразу несколько деталей.
Подвижность волок:
- Неподвижная;
- Вращающаяся.
Нагрев также влияет на технологию обработки:
- Холодная;
- Горячая.
Это интересно: Токарная обработка
Особенности процедуры
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
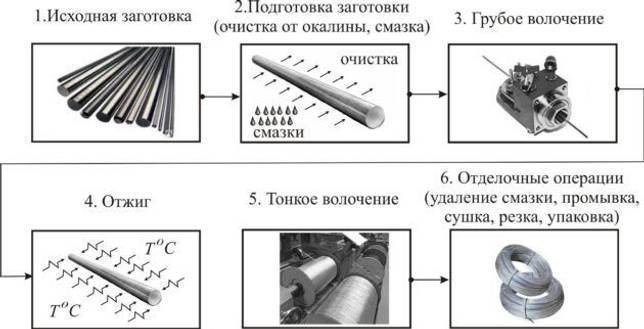
Схема процесса волочения
Варианты обработки
В настоящее время существует большое количество разнообразных вариантов для обработки заготовки.
- Бухтовый тип обработки. Это вариант работы с трубами из заготовок, которые собраны в бухты. Также сюда входят те трубы, которые прошли процесс волочения, после которого они были собраны в бухты.
- Мокрый тип обработки предполагает, что волок во время работы будет погружен в жидкую смазку.
- Наиболее часто используемый применение волока на закрепленных оправках.
- Есть способ обработки, в котором допускается использование труб, не имеющих круглой (фасонной) формы.
- Электропластический метод используется в том случае, если есть необходимость работы с протягиванием металла, который достаточно трудно поддается деформации.
- Еще один из методов обработки — стержневой. В заготовку вводится стержень для того, чтобы протягивать его вместе с трубой. После прохождения волока вставленный стержень необходимо достать обратно.
Удаление окалины
Электрохимический
Или электролитический метод позволяет увеличить скорость снятия ржавчины и окалины с поверхности металла под воздействием электрического тока и раствора кислоты. Процессы электрохимической обработки включают в себя два варианта.
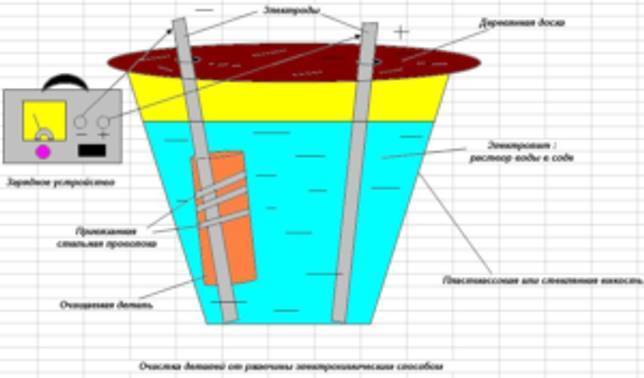
Очистка деталей от ржавчины электрохимическим способом
Анодный – основан на растворении металла в контакте с положительным плюсом источника тока. Выделяющийся кислород способствует механическому отрыванию оксидов. Применяется для легированной и углеродистой стали с целью удаления тонких пленок.








Катодный – оксиды железа восстанавливаются под воздействием атомов активно образующегося водорода. Это опасный способ по сравнению с предыдущим, так как отрыв окалины плохо контролируется, и изделие обретает травильную хрупкость.
Химический способ
Незаменим, когда в качестве сырья используется кислостойкая сталь. Остатки флюсов и окислов удаляют с помощью раствора хлористых солей, щелочи или кислоты
Любое химическое вещество требует специальных знаний и осторожного обращения
Традиционное кислотное травление предполагает последовательную обработку металла в двух ваннах – сернокислотной и азотнокислотной при определенной температуре.
Есть много вариантов этого способа. Выбор раствора и условия обработки зависят от состава и структуры окисной пленки.
Механический
Подразумевает шлифовку, галтовку, полировку и крацевание. В основе метода лежат такие процессы:
- деформация изгибом;
- скручивание, растяжение;
- прямое воздействие на поверхность изделия специальных реагентов или абразивных материалов;
- использование инструментов: щетки, иглорезы, микрорезцовые приборы.

Оборудование для механического удаления окалины на проволоке
Комбинированный
Способ основан на применении химического и электрохимического методов.
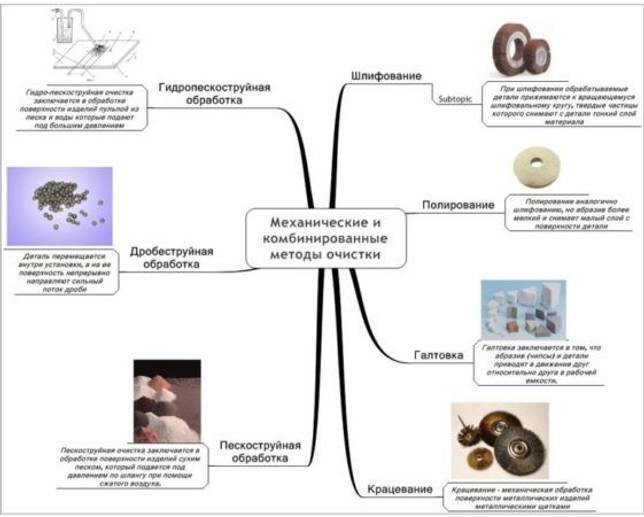
Механические и комбинированные методы очистки
Виды волочения
Существует несколько вариантов метода.
Выбор зависит от ряда критериев:
- материала заготовки;
- размеров сечения конечного изделия;
- требуемой производительности.

Выбор вида волочения зависит от размеров сечения конечного изделия.
По типу процедуры
Различают следующие виды волочения:
- сухое;
- мокрое.
Разница состоит в способе нанесения смазки. В первом случае заготовка перед фильерой погружается в мыльный порошок, во втором – в эмульсию.
Такая обработка дает следующий положительный эффект:
- уменьшает тепловыделение;
- снижает энергозатраты на волочение;
- продлевает срок службы инструмента.
По чистоте обработки
Существует 2 типа операций:
- черновые;
- чистовые.

Результатом чистовых операций является проволока требуемого размера.
Первые выступают промежуточным этапом. Полученные с их помощью изделия служат заготовками для чистовых операций, результатом которых становятся проволока или прут требуемых размера, формы и качества.
По кратности переходов
Под кратностью понимают число проходов, т. е. протяжек сквозь фильеры разного диаметра, которым подвергают 1 заготовку.
Различают следующие виды процедуры:
- однократную;
- многократную.
В ряде случаев (например, при волочении медной проволоки) число проходов достигает 18-22.
По обработке
Существует показатель параллельности обработки. Он обозначает, сколько заготовок подвергается волочению одновременно.

Чаще всего обрабатываются сразу несколько заготовок.
По этому признаку различают следующие виды процедуры:
- однониточную;
- многониточную (чаще всего обрабатываются 2, 4 или 8 заготовок).
По подвижности
Применяют следующие разновидности волок:
- неподвижную;
- вращающуюся относительно продольной оси канала.
Второй тип используют для изготовления изделий круглого сечения.
Вращение позволяет выиграть в следующем:
- снижается коэффициент трения;
- износ инструмента уменьшается и становится равномерным.
По нагреву
Волочение бывает:
- Холодным. Заготовка имеет температуру +60…+180°С. Так обрабатывают высоколегированные стали с аустенитной и аустенитно-ферритной структурой. Незначительный нагрев повышает пластичность материала и улучшает механические свойства проволоки, при этом аустенит остается стабильным.
- Тепловым. Предполагает нагрев до рекристаллизационной температуры – около +500°С. Метод используют для обработки быстрорежущей стали.
- Горячим. Заготовку нагревают до зарекристаллизационных температур – около +900°С. Метод используют для обработки малопластичных металлов. С его помощью, например, осуществляют волочение алюминиевой проволоки, заготовок из титана, молибдена, иридия, вольфрама и их сплавов.

Нагрев заготовки повышает пластичность проволоки.
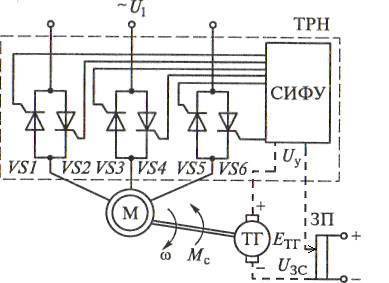
Исследование процессов пуска в системе ТРН-АД
На основании анализа данных табл. 4.5 сделан вывод о том, что экономия электроэнергии, при внедрении электропривода стана «SKET 2500/6» на базе ТРН-АД, за год составила 10,3%. Это объясняется следующими причинами: — короткозамкнутый АД обладает более высоким кпд (92%), чем АД с фазным ротором (90,5%); — исключаются неудачные запуски блоков, приводящие к повтору технологических операций. В соответствии с графиком проведения ППР для СКЦ ОАО «МКЗ» каждый волочильный стан типа «SKET 2500/6» останавливают один раз в два месяца для проведения плановых ремонтов и проверки исправности оборудования. Это в равной степени относится к электроприводам на базе АД с фазным ротором, и к электроприводам на базе ТРН-АД. В этой связи, проведение ППР не влияет на показатели надежности нового электропривода, также это не влияет на производительность и экономичность работы модернизированного стана. Аварийные простои фиксируются в оперативном журнале электрослужбы цеха. Следует отметить, что за год эксплуатации не произошло ни одного аварийного простоя модернизированного стана «SKET 2500/6» №10. Однако станы с электроприводом на базе АД с фазным ротором регулярно останавливают для устранения неисправностей. В ходе их эксплуатации выходят из строя: — магнитные пускатели ПМ-12; — линейные контакторы КТ 60-23; — асинхронные двигатели с фазным ротором АК2-82-4; — пусковые резисторы. В зависимости от сложности производимой работы и наличия запасных узлов и агрегатов на складе, длительность простоя варьируется в пределах от 2 до 8 часов (табл. 4.8).



На основании анализа данных табл. 4.6 сделан вывод о том, что за . счет устранения аварийных простоев стана путем модернизации электропривода возможно повышение относительной производительности на 16,4 тонн, что составляет 2,75% от среднемесячного производства.
Указанные результаты технико-экономического анализа эффективности электропривода и показателей надежности могут быть приняты в качестве положительных рекомендаций к дальнейшему внедрению электроприводов волочильных станов типа «SKET 2500/6» на базе системы ТРН-АД. 1. Исследованы пусковые режимы ТРН на лабораторной установке и в условиях действующего производства. Показана сходимость исследований. Определены возможности регулирования тока и момента в различных пусковых режимах системы ТРН-АД. 2. Подтверждены выдвинутые положения о возможности применения системы ТРН-АД в качестве электропривода волочильного стана типа «SKET». 3. Обоснован выбор приводных двигателей по мощности. Установлено, что двигатели в среднем загружены на 66%, что в соответствии с технологическими требованиями к электроприводам волочильных станов позволяет рекомендовать повышение усилий волочения на 5-15%. 4. В результате технико-экономического анализа работающей системы ТРН-АД на волочильном стане выявлена экономия электроэнергии в размере 10,3% и повышение производительности стана на 2,75%. 1. На основе исследования состояния электроприводов волочильных станов магазинного типа, и проведения технико-экономического анализа вариантов модернизации обоснована целесообразность внедрения системы ТРН-АД. Обобщены и уточнены требования, предъявляемые к электроприводам волочильного стана магазинного типа, и показана техническая возможность их реализации с использованием системы ТРН-АД. 2. Разработаны математические модели системы ТРН-АД в среде MATLAB, в которых обеспечивается формирование технологических нагрузок в заправочных и пусковых режимах электроприводов волочильного стана. 3. На основании исследований возможных способов реализации заправочного режима волочильного стана в системе ТРН-АД, установлена целесообразность применения квазичастотного способа формирования заправочной скорости при частоте напряжения / =20Гц, и определены рациональные параметры настройки системы управления, обеспечивающие минимум тока. 4. При формировании заправочного режима на частоте f=20Tu, длительность заправки сократилась в 3 раза, эквивалентный ток в 3,6 раза по сравнению с импульсным способом реализации заправочного режима и многократным повторным включением АД. 5. Предложен комбинированный способ формирования пусковых режимов в системе электропривода, сочетающий принципы квазичастотного и фазового управления и обеспечивающий снижение кратности пусковых моментов в 1,5-2 раза и пусковых токов в 2-2,5 раза, тепловые потери при этом снижаются на 15%. 6. В результате исследований пусковых режимов с использованием фазового управления установлены преимущества при двухтемповом изменении угла управления а, заключающиеся в снижении эквивалентного тока на 7% и тепловых потерь на 8%.
Плюсы и минусы волочения
Достоинствами технологии являются:
- высокая производительность: у современных машин показатель достигает 60 м/с;
- возможность полной автоматизации;
- точность геометрических параметров изделия;
- качество их поверхности;
- возможность получения конечного продукта с диаметром до 1-2 мкм.
Недостатки:
- высокая стоимость волоки;
- частые промежуточные отжиги;
- необходимость термической обработки конечного продукта;
- ограниченная номенклатура изделий.
Несмотря на некоторые неудобства, метод востребован, т. к. продукция, полученная с его помощью, широко используется как в промышленности, так и в быту.
Другие способы протягивания
При выполнении операции нужно знать, какие величины характеризуют деформацию металла при волочении. В качестве таких параметров выступают обжатие по толщине заготовки, а также ее удлинение, по отношению к начальному размеру.
Достичь лучшего качества, чем при предыдущем методе обработки можно, если использовать другие варианты:
- Бухтовый. Данная процедура считается достаточно оптимальной, если необходимо обработать трубные заготовки из таких материалов, как медь, латунь, алюминий. Подразумевается протяжка смотанной в бухту заготовки. При использовании метода можно получить тонкостенные трубки с толщиной от 0,2 до 3 миллиметров и сечением от 1 до 70 миллиметров. Олифа, водная эмульсия, растительные или минеральные масла — это обязательные составы, без которых нельзя проводить такую операцию.
- Проведение операции на оправке, которая может быть деформируемая, зафиксированная.
- Один из распространенных методов называется стрежневым. Суть заключается в том, что внутрь заготовки вставляется стержень, выполненный из прочной марки стали. Операция протягивания выполняется вместе с этим стержнем, который удаляется после того, как вся заготовка прошла через волок. Чаще всего изготавливаются капиллярные трубки, сечение которых не более 1 мм.
Возможен также вариант протяжки труб на барабанах, относящихся к трубоволочильной группе, а также на траковых станах, которые снабжены цепями. Выбор способа основывается не только на том, какое оборудование имеется в наличии, а также и на свойствах и виде металла, из которого сделана обрабатываемая заготовка.
О сути операции, процессе выполнения
Волочение – это название для процесса, при котором происходит протягивание заготовок через отверстия, которые сужаются. При этом исходный материал может быть любым:
- Алюминий.
- Сталь.
- Медь – она тоже допускает использование такого инструмента, как фильеры для волочения проволоки.
Волока – это инструмент, который используется для решения задачи. Фильера – название отверстия, конфигурацией определяющего форму профиля в готовом виде, после обработки.

По сравнению с прокаткой в исполнении волочильщика, методика волочения гарантирует повышение чистоты и точности на поверхности проволоки. То же касается труб, прутков и других деталей с различными габаритами. После такой обработки меняются характеристики материала, только в лучшую сторону. Это связано с тем, что детали в готовом виде получают дополнительное укрепление.
Особенно популярна технология при изготовлении фасонных профилей, требующих высокой прочности. Удачно получаются трубы с разным диаметром, проволоки с сечением в пределах от 1-2 микрон до 10 миллиметров. Возможны и большие показатели. Призма волочения помогает добиться точного результата.
При использовании современных технологий волочения гарантирована высокая производительность оборудования. При волоках это тоже просто. Даже операции с высокой скоростью не мешают добиваться результатов постоянно, без периодических сбоев. Величины обжатия исходного материала остаются серьёзными. Надо только использовать правильный станок для волочения проволоки.
Сам процесс волочения состоит из нескольких этапов, среди которых:
- Сначала исходное сырьё проходит травление в сернокислом растворе, температура которого составляет примерно 50 градусов. Данную операцию выполняют для продления срока службы у матриц. Эффект достигается за счёт снятия окалины с заготовок.
- После первого этапа осуществляют отжиг металлической поверхности, предварительный. Его выполняют с целью увеличения различных характеристик исходного материала. Так обеспечивается мелкозернистая структура у основания. Кроме того, современные методы защищают провод от повреждений.
- Агрессивный раствор нейтрализуют, чтобы можно было провести травление. После заготовки промывают. Без этого волочение труб невозможно.
- Концы исходного металлического сырья заостряются при помощи молота или ковочных волков.
- Непосредственно процесс волочения.
- Выполнение отжига. На этом волочение труб заканчивается.
Готовая проволока может подвергаться дополнительным операциям по обработке, включая резку изделий на требуемые по длине отрезки, правку, снятие концов и так далее. Отпечатки на изделиях не появляются.
Это интересно: Виды и особенности токарной обработки металла
Рекомендуем:
 Как сделать паяльник своими руками?
Как сделать паяльник своими руками?
 Калькулятор расчета диаметра провода для плавких вставок предохранителей
Калькулятор расчета диаметра провода для плавких вставок предохранителей
 Импульсный паяльник своими руками
Импульсный паяльник своими руками
 Структурная схема АСУ ТП
Структурная схема АСУ ТП
 Что такое система АСКУЭ, расшифровка термина, принцип работы АСКУЭ
Что такое система АСКУЭ, расшифровка термина, принцип работы АСКУЭ
 Самодельный сварочный аппарат (инвертор) — конструкция, изготовление
Самодельный сварочный аппарат (инвертор) — конструкция, изготовление
 Системы видеонаблюдения для частного дома: виды, применение, характеристики
Системы видеонаблюдения для частного дома: виды, применение, характеристики
 Почему лампа светодиодная Е27 13 Вт горит в патроне, а лампа светодиодная Е27 14.5 Вт не горит?
Почему лампа светодиодная Е27 13 Вт горит в патроне, а лампа светодиодная Е27 14.5 Вт не горит?
 Можно ли установить в аквариум лампы на 25 Вт вместо 35 Вт?
Можно ли установить в аквариум лампы на 25 Вт вместо 35 Вт?
 7 способов сделать антенну для телевизора своими руками
7 способов сделать антенну для телевизора своими руками